Core design
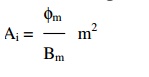
Net iron area of the leg or limb or core Ai
For a given area Ai, different types of core section that are used in practice are circular, rectangular and square.
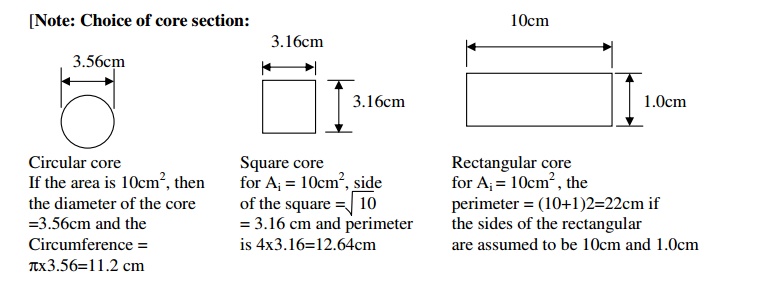
It is clear that the rectangular core calls for more length of copper for the same number of turns as compared to circular core. Therefore circular core is preferable to rectangular or square core.
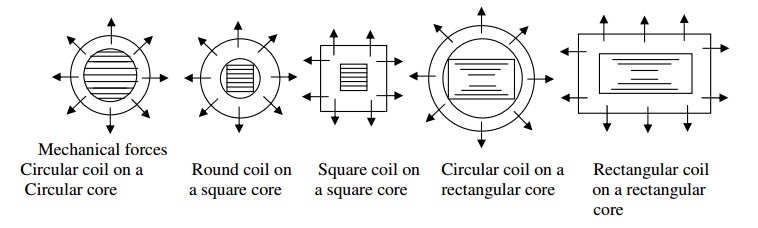
Very high values of mechanical forces under short circuit conditions tries to deform the shape of the square or rectangular coil (the mechanical forces try to deform to a circular shape) and hence damage the coil and insulation. Since this is not so in case of circular coils, circular coils are preferable to square or rectangular coils.
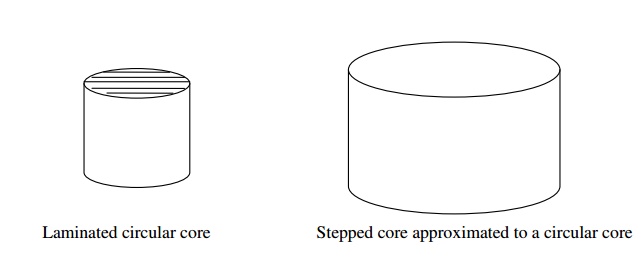
Thus a circular core and a circular coil is preferable. Since the core has to be of laminated type, circular core is not practicable as it calls for more number of different size laminations and poses the problem of securing them together is in position. However, a circular core can be approximated to a stepped core having infinite number of steps. Minimum number of steps one and the number of steps in practice is limited to a definite number. Whenever a stepped core is employed a circular coil is used.
Leg or limb section details: -
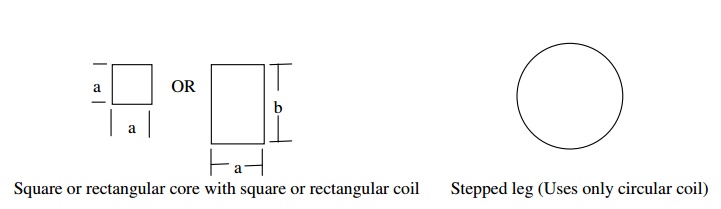
The different types of leg sections used are rectangular, square and stepped.
1. Rectangular core (with a rectangular coil)
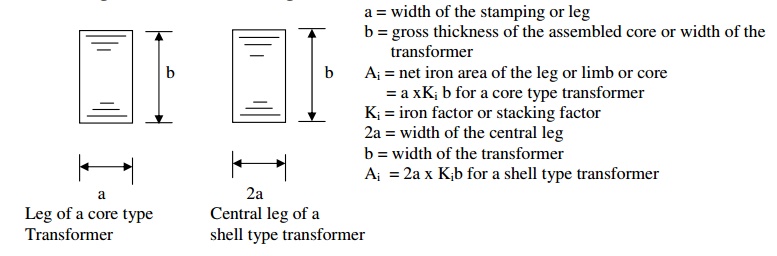
a = width of the stamping or leg
b = gross thickness of the assembled core or width of the transformer
Ai = net iron area of the leg or limb or core
= a xKi b for a core type transformer
Ki = iron factor or stacking factor
2a = width of the central leg
b = width of the transformer
Ai = 2a x Kib for a shell type transformer
2. (a) Square core (with a square coil)
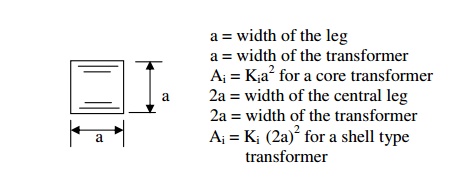
a = width of the leg
a = width of the transformer
Ai = Kia2 for a core transformer
2a = width of the central leg
2a = width of the transformer
Ai = Ki (2a)2 for a shell type transformer
(b) Square core (with a circular coil)
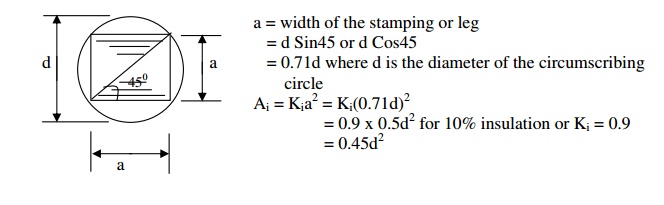
a = width of the stamping or leg
= d Sin45 or d Cos45
= 0.71d where d is the diameter of the circumscribing circle
Ai = Kia2 = Ki(0.71d)2
= 0.9 x 0.5d2 for 10% insulation or Ki = 0.9
= 0.45d2
Area of the circumscribing circle Ac = πd2/4 = 0.785d2
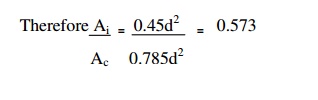
It is clear that Ai is only 57.3% of Ac. Rest of the area 42.7% of Ac is not being utilized usefully. In order to utilize the area usefully, more number of steps is used. This leads to 2 stepped, 3 stepped etc core.
3. Cruciform or 2-stepped core:
a = width of the largest stamping
b = width of the smallest stamping
Gross area of the core Ag = ab + 2b(a-b)/2 = 2ab-b2
Since a=d Cosθ and b=d Sinθ


It is clear that addition of one step to a square core, enhances the utilization of more space of the circumscribing circle area.
4. Three stepped core:
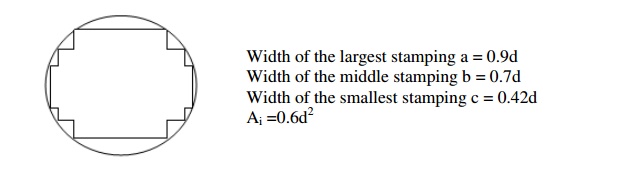
Width of the largest stamping a = 0.9d
Width of the middle stamping b = 0.7d
Width of the smallest stamping c = 0.42d
Ai =0.6d2
5. Four stepped core:
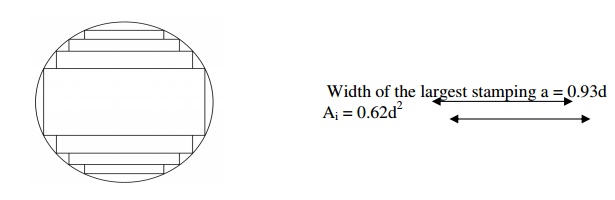
Note : As the number of steps increases, the diameter of the circumscribing circle reduces. Though the cost of the core increases, cost of copper and size of the coil or transformer reduces.
Yoke section details:
The purpose of the yoke is to connect the legs providing a least reluctance path. In order to limit the iron loss in the yoke, operating flux density is reduced by increasing the yoke area. Generally yoke area is made 20% more than the leg area..
Note:
1. Whenever the yoke area is different from the leg area, yoke can considered to be of rectangular type for convenience.
2. In general height of the yoke Hy can be taken as (1.0 to 1.5) a. When there is no data about the yoke area, consider Hy = a.
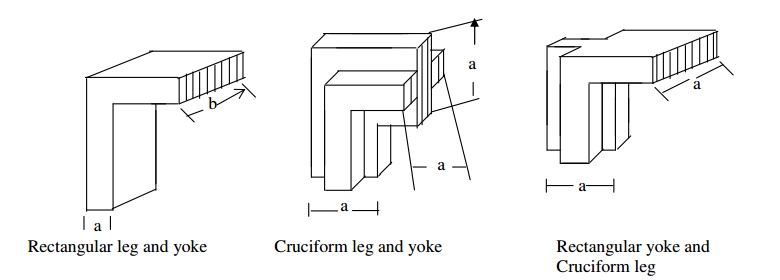
The different types of yoke sections used are square, rectangular and stepped.
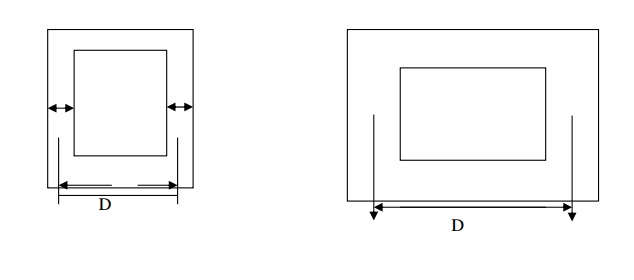
Window area and core proportion

If Hw = height of the window, Ww = width of the window, then Aw = HwWw
In order to limit the leakage reactance of the transformer, Hw is made more than Ww. In practice Hw / Ww lies between 2.5 and 3.5.